
Helium Kompressor / Edelgase
Referenzbeispiel / Case-Study
Argon Verdichtung in einer wärmetechnischen Prozessanlage für hochwertige Materialien
Ausgangslage / Randbedingungen
Bei der Wärmebehandlung von Materialien, arbeitet man gerne mit Schutzgas wie Helium, Argon oder Stickstoff. Bei der Verwendung von Edelgasen sind die Systeme geschlossen mit einer Gasrückgewinnung.
Im Referenzbeispiel ist unser Kunde ein deutscher Anlagenbauer, welcher eine wärmetechnische Prozessanlage für hochwertige Materialien in Brasilien gebaut hatte. In diesem Projekt hatte der Kunde ursprünglich einen Luft-Kompressor eingesetzt, welcher für den Betrieb mit Argon „gasdicht“ gemacht. Im Testbetrieb erwies sich der Kompressor aber als nicht dicht. Luftsauerstoff trat über den Kompressor in das System ein, was für die Wärmebehandlung nicht zulässig ist.
Anforderungen / Problemstellung
Der Kunde betreibt sein System mit Argon. Vorgeschrieben ist, dass keine Luft in das System eindringt und so die Wärmebehandlung beeinflusst.
Argon steht bei 0.5 bar Saugdruck zur Verfügung. Der geforderte Enddruck ist bei rund 5 bar.
Der Kompressor wird durch den Anlagenbauer integriert und über ein Leitsystem gesteuert und überwacht.
Die Kompressoren müssen ölfrei arbeiten und für den Dauerbetrieb ausgelegt sein. Gefordert sind zuverlässige und wartungsfreundliche Kompressoren.
HAUG Sauer Lösungsvorschlag
HAUG Sauer liefert einen 2-stufigen Kompressor vom Typ Sirius mit einer Liefermenge von ca. 100 Nm3/h. Der Lieferumfang beinhaltet den Kompressor mit einer Schallhaube.
Die Probleme mit dem Sauerstoffeintrag in den Prozess wurden mit dem HAUG Kompressor auf Anhieb gelöst.
Die Schlüssel-Argumente für HAUG Sauer waren: hohe Zuverlässigkeit und Wartungsfreundlichkeit, Ölfreiheit, absolute Gasdichtheit im Betrieb und während dem Stillstand, individuell Lösung für den Kunden.
-

Sirius Argon Kompressor - Container -
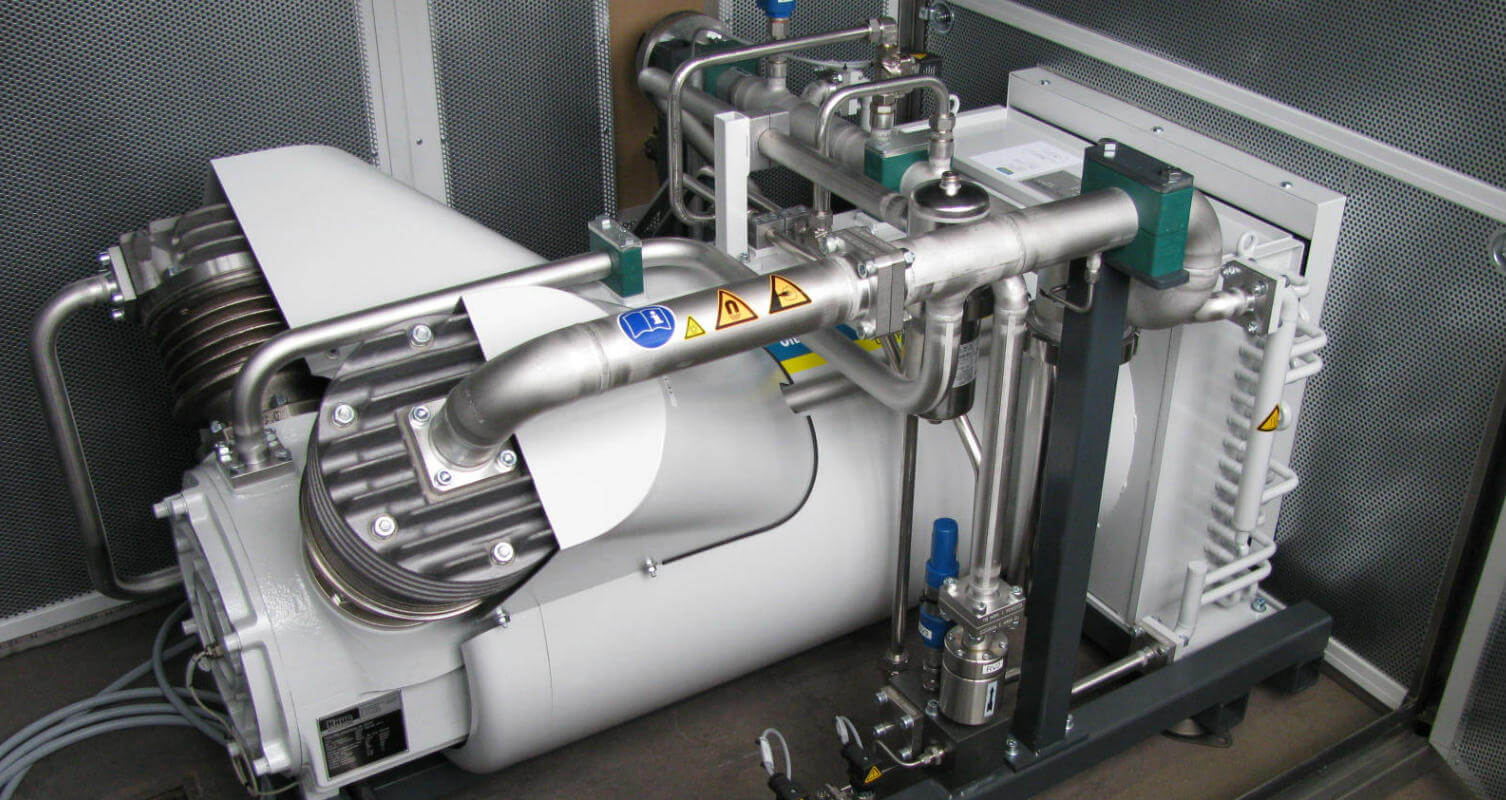
Sirius Argon Kompressor - Container -
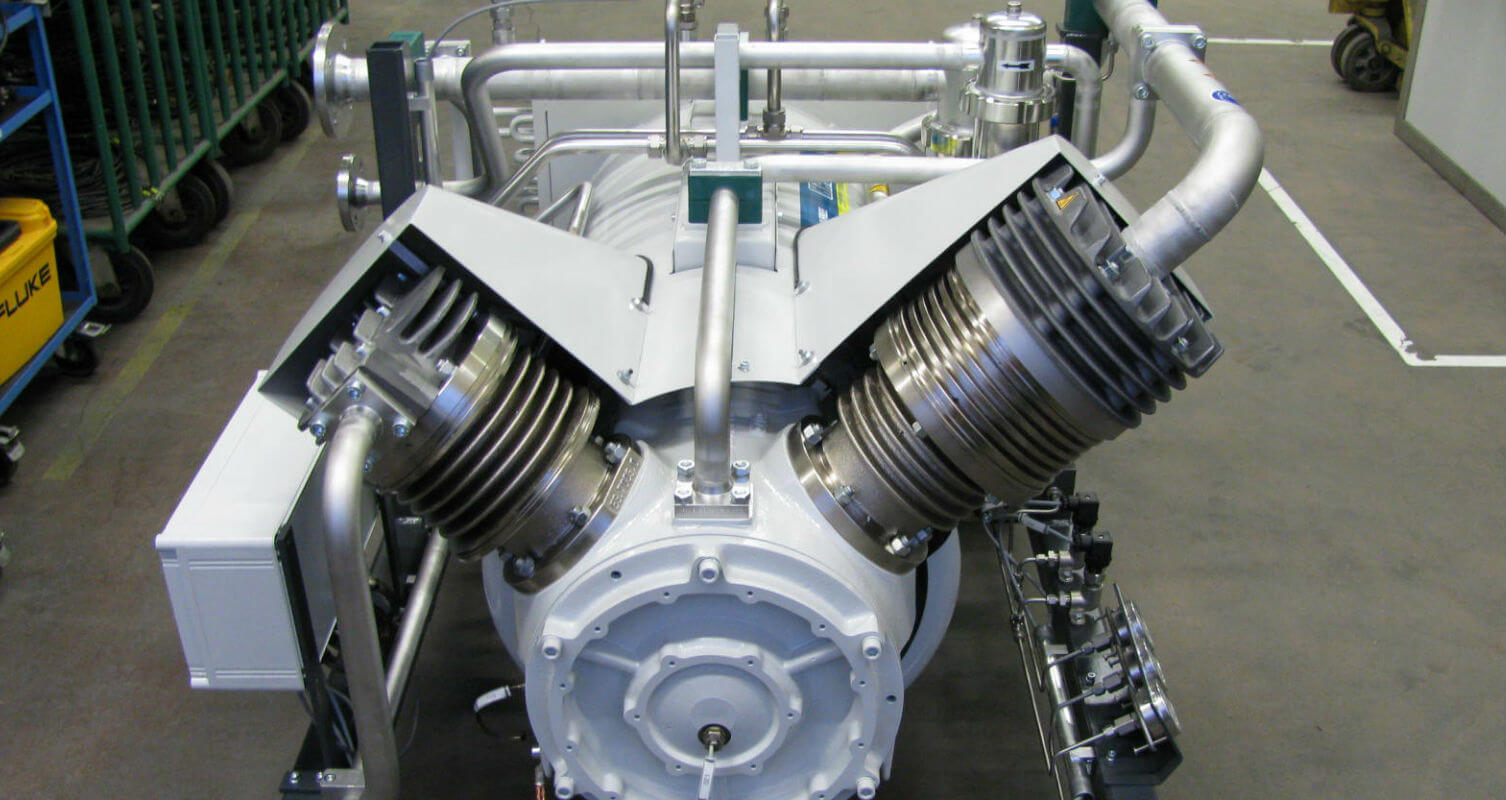
Sirius Argon Kompressor - Container
Helium-Anwendungen in der Leckprüfung und Metallverarbeitung
Helium ist ein seltenes und teures Gas. Es lohnt sich daher Helium nach der Verwendung zurückzugewinnen und wieder zu verwenden.
Die Helium-Gasrückgewinnung geschieht zum Beispiel in der Industrie in der Leckprüfung, in Härteverfahren der Metallindustrie, in der Tiefkühltechnik, in der Verwendung als Prozessgas in der Industrie und in zahlreichen Anwendungen in der Forschung.
Das Helium wird bei einem möglichst hohen Druck in einem Behälter gesammelt und anschliessend durch einen Kompressor auf den gewünschten Speicherdruck verdichtet. Die Anlagen fahren in einem geschlossenen Kreislauf. Nur verbrauchtes Helium muss zugeführt werden. So spart man einen Grossteil des teuren Heliums ein.
Wichtig bei der Gasrückgewinnung sind die Gasdichtheit des Prozesses und die Gasreinheit. Verschmutzungen durch Gasleckagen in die Umgebung verfälschen bei der Leckprüfung die Messungen. Bei der Wärmebehandlung mit Helium sind Verunreinigungen im Helium Ursachen für Fehler und Qualitätsminderungen im Wärmebehandlungsprozess.
Technische Vorteile der HAUG Kompressoren
HAUG Kolbenkompressoren haben dank ihrer ölfreien, trockenlaufenden und gasdichten Bauart beste Voraussetzungen für Edelgas-Anwendungen.
- keine Gasverunreinigung durch Öl
- technisch dicht, im Betrieb und im Stillstand
- flexibel bezüglich variablem Saug- und Enddruck